



手 机:18929257058
电 话:0769-89637232
传 真: 0769-89637260
联系人: 洪先生
企业QQ:1099831687
邮 箱: xsdbz@qq.com
网 站: http://www.dgxsdbz.com
地 址: 东莞市石碣镇上一村工业区
新闻中心
-
审图:
1.看正反面
2.对有胶区域的分辨
3.尺寸极限
4.耳朵添加及其位置。
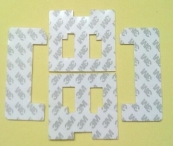
1.看正反面:这里的正反面并不是非要给产品定一个正面或是反面,我们在此要区分的是,客户使用产品时,首先使用的是哪一面?我们的产品是根据客户提供的设计图纸,来设计生产的工艺顺序的,这一点是首先要弄明白的。通常客户需要首先使用的胶面是覆盖较轻的离型纸,这样方便客户取用。在双面胶产品中遇到有耳朵或是有定位孔的,“正反面”的观念就会很容易混淆不清,简单的来解释说:所谓正面就是一个完整的产成品摆在你面前你看到的这个面,能够清楚看出产品的形状的这个面就是所谓的正面,而看不到的另一个面我们称为反面或是胶面。带耳朵的产品其反面是客户首先要用的面,它是正面朝上冲型出来的。而有定位孔的,客户用时是拉去正面的较轻离型纸黏贴物件的,此时我们产品的正面是胶面,也有人称之为反面的。总之我们要根据客户的图纸上所传递的信息来确定出,客户首先使用的那一个面。后继的设计工作才好开展。
2.对产品有胶区域的分辨。这一步是要我们分清产品每个区域的特性,来决定我们的产品哪些地方要全断去除或是不去除,哪些地方半断去除。全断区域通常是去除的,但也有为了客户操作时方便而不取出废料,起到支撑的作用,半断去除废料,所留下的离型纸可以起到保护客户产品的作用,或是可保持产品的洁净。如非如此,本着制程方便节省人工,可同客户沟通后改成全断。
3.尺寸极限.这里的尺寸极限是我们生产时遇到这类的尺寸无法用技术弥补或有很大的困难程度造成产能过大损失的尺寸,如:1.5mm以下的圆孔,1MM以内的框距,该类尺寸刀模要有很高的精度,才能完成,小圆孔冲型时很容易塞进产品废料,造成报废。间距很小时垫刀的泡棉容易压死而变得没有弹性,造成产品变形,移位,或是溢胶,容易脱落等不良报废。目前因为技术关系圆孔刀模1mm以内的尚无法完成制作,内外框间距要求最小0.8mm才能开出高低刀来,小于这个数值的须内外框跳开制作,这样就影响了其产品的精度。但还能保证生产,最小间距跳开制作我们可以做到0.4mm左右,公差正负0.05---0.1mm。
4.耳朵的添加及其位置。一般来说耳朵是否添加或是加在哪个位置,是要客户指定的。如果要我们自己来添加,根据使用方便的原理我们说耳朵是加在产品右边靠上的区域。小产品加在中间位置即可。为了便于生产,耳朵应添加在边线的至高处,耳朵下的线要是直线,方向宜直不宜斜,太小不利于操作,太大浪费材料。耳朵是无胶的,小小的耳朵可以影响产品的整个制程设计,特别是我们公司利用微分技术来处理耳朵上的废胶,可以节省大量的手工,这样就需要我们要特别注意“耳朵”这个环节。
东莞新实达专业双面胶贴生产厂家可根据客户不同需求选择任意品牌,型号,按需规格精密模切成型任意异形规格,质量稳定,价格实惠。
【双面胶贴】模切工程技术人员对图纸的审核
来源:东莞市新实达包装材料有限公司 发布时间:2026-07-05 1:31:56







Copyright © 东莞市新实达包装材料有限公司 版权所有 手机:18929257058
电话:0769-89637232 企业QQ:1099831687 网站地图